In the production processes of the petroleum, chemical, and pharmaceutical industries, pipelines, valves, pressure vessels, and other equipment are interconnected through passages. A sealing gasket is normally placed at every flange joint to prevent leakage. Because these services often involve sealing high-temperature or corrosive gases and liquids, traditional gasket materials cannot meet the duty. Polytetrafluoroethylene (PTFE), however, combines high-temperature resistance, ageing resistance, and outstanding chemical inertness, making it an unrivaled choice for sealing gaskets in such conditions.
Pure molded PTFE gaskets suffer from poor elastic recovery, which seriously compromises sealing performance. To overcome this drawback, we developed the expanded PTFE (ePTFE) gasket. This document outlines a detailed preparation process for an enhanced ePTFE gasket that not only improves recovery but also enhances the sealing reliability of the joint.
Overview of the Manufacturing Method
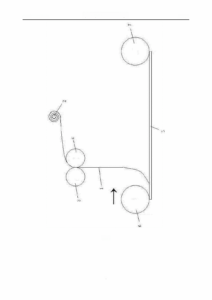
A selected ePTFE microporous film roll is mounted on an unwinder. The film’s leading end passes through the gap between the left and right traction rollers. Under the traction of these rollers, the film contacts a horizontal working platform. The left and right traction rollers, together with a left (or right) pressure roller mounted at the left (or right) end of the platform, then move back and forth in synchrony. With roller pressure set to 0.5–2 MPa and roller temperature at 150–250 °C, the ePTFE film is repeatedly calendered flat and stacked on the platform. After each layer is laid, an adhesive is uniformly sprayed on the upper surface to laminate the next layer. This continues until the target thickness is reached. The laminate is then allowed to stand for 24 hours on the platform held at 50–150 °C, after which the edges are trimmed to obtain the finished ePTFE sealing gasket.
Expanded PTFE Gasket Detailed Manufacturing Steps
Here is further described in detail with reference to the accompanying drawings of the ePTFE gasket manufacturing method.
(1) Selection of ePTFE Microporous Film
Roll length: 50–1000 m to ensure sufficient material for lamination to the required thickness.
Width: 1–2 m, chosen to suit the gasket size to be produced.
Film thickness: 5–50 μm, with uniform thickness.
Porosity: 30–80%.

(2) Lamination and Bonding
a. Unwinding and Tension Control
Mount the ePTFE film roll on an unwinder with a tension control system. Feed the film’s leading end through the gap between the left and right traction rollers. Apply appropriate tension via the roller nip pressure; adjust as needed so the film remains taut. Under traction, bring the film into contact with the horizontal working platform.
b. First Pass and Lower Layer Lay-Down
Move the left and right traction rollers and the left pressure roller (located at the left end of the platform) synchronously from left to right. The left pressure roller calenders and lays the lower ePTFE film layer flat on the platform. Return the left pressure roller to its initial position at the platform’s left end.
Set left pressure roller pressure to 0.5–2 MPa and roller temperature to 150–250 °C. Maintain the platform temperature at 50–150 °C to ensure full evaporation of the solvent in the adhesive to be sprayed.
c. Adhesive Application on Lower Layer
Uniformly spray adhesive onto the upper surface of the lower ePTFE film laid on the platform at 10–50 g/m². After spraying, stand for 5–10 minutes to allow the solvent to evaporate sufficiently.
d. Second Pass and Upper Layer Lay-Down
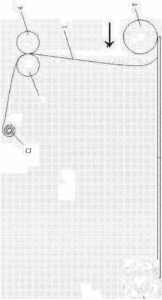
Move the left and right traction rollers and the right pressure roller (at the right end of the platform) synchronously from right to left. The right pressure roller calenders and lays the upper ePTFE film layer flat onto the upper surface of the lower layer. Return the right pressure roller to its initial position at the platform’s right end.
Set the right pressure roller pressure to 0.5–2 MPa and roller temperature to 150–250 °C. Maintain the platform temperature at 50–150 °C to ensure the adhesive solvent evaporates adequately, thereby bonding the upper film’s lower surface to the lower film’s upper surface.
e. Adhesive Application on the New Upper Layer
Uniformly spray adhesive onto the upper surface of the newly laid upper ePTFE film at 10–50 g/m². After spraying, stand for 5–10 minutes to allow solvent evaporation.
f. Third Pass and Next Layer Lay-Down
Move the left and right traction rollers and the left pressure roller synchronously from left to right. The left pressure roller calenders and lays the next ePTFE film layer onto the upper surface of the previously laid upper film. Return the left pressure roller to its initial position at the platform’s left end.
Set left pressure roller pressure to 0.5–2 MPa and roller temperature to 150–250 °C. Maintain the platform temperature at 50–150 °C to fully evaporate adhesive solvent, thereby bonding the next layer to the previous layer.
g. Repeat Stacking
Continue the lamination and bonding cycle—spraying adhesive, allowing flash-off, and calendering each layer—until the desired ePTFE gasket thickness is achieved.
h. Post-Lamination Conditioning and Finishing
Hold the platform temperature at 50–150 °C and stand for 24 hours to further remove any residual adhesive solvent remaining within the laminated ePTFE film layers. Then trim the edges to obtain the finished ePTFE sealing gasket.
Note: In the above operations, the temperatures of the left and right pressure rollers are set to the same value.

Remarks and Performance Results
Because this manufacturing method adopts a layer-by-layer lamination process, with each ePTFE microporous film sheet calendered flat and stacked on the horizontal platform and bonded between layers by adhesive, the process controls the pressure of the left/right pressure rollers at 0.5–2 MPa, the roller temperatures at 150–250 °C, and the platform temperature at 50–150 °C. Finally, the laminate is held at 50–150 °C for 24 hours to remove residual solvent before edge trimming to obtain the finished gasket.
Expanded PTFE gaskets produced by this lamination method show a significant improvement in elastic recovery. According to testing by an accredited product quality supervision and testing center, the results are as follows: Compression rate: Standard requirement 45 ± 5%; test result 48.5%. Recovery (rebound): Standard requirement ≥ 10%; test result 13%.
Sealing performance is also effectively improved: even when the sealed mating surface presents minor defects, the expanded PTFE gasket maintains a good sealing state.


Leave A Comment